
基于RTM工藝成型復合材料風機葉片的質量控制研究進展
2016-12-12 by:CAE仿真在線 來源:互聯網
針對復合材料風機葉片典型RTM成型工藝從其工藝原理、工藝影響參數角度出發分析了成型工藝過程中氣泡缺陷的形成機制。同時,對RTM工藝氣泡缺陷控制的國內外研究現狀進行了綜述,最后,對復合材料風機葉片RTM成型工藝的質量控制研究進行了展望。
風力發電作為一種新興的綠色環保能源技術,在再生能源開發中得到了廣泛應用.風力發電葉片(簡稱風機葉片)是捕捉風能的最關鍵和最基礎部件,由于其服役環境的惡劣性、長期性,要求具有足夠的疲勞強度和機械性能,同時,還要求較低的制造成本以及便于安裝和維護.目前.由玻璃纖維、碳纖維和熱固/塑性樹脂組成的復合材料,以其高的比強度、比剛度,良好的耐腐蝕性和可設計性,已經在風機葉片上被普遍采用.復合材料風機葉片的成型工藝較多,主要包括手糊成型、模壓成型、預浸料成型、拉擠成型、纖維纏繞、樹脂傳遞模塑(Resintransfer molding, RTM)以及真空灌注成型、真空導入成型(Vacuum assisted resin infusion, VARI)等.在風機葉片的諸多成型工藝中,RTM工藝由于采用整體閉模成型,制造出的復合材料葉片整體表面光潔度高,尺寸和外形精度高,可使整個葉片一次成型,無需二次膠接,在節約工裝的同時還可提高成型效率和制造成本.另外,采用RTM工藝成型復合材料風機葉片時,閉模可保證樹脂中的有害揮發分外泄,對環境和工作人員的健康損害小,因此,RTM工藝是目前唯一符合國際環保要求的復合材料成型工藝,也常常作為復合材料風機葉片的首選成型工藝。
對于RTM工藝成型復合材料風機葉片的質量控制研究,人們往往更注重風機葉片的外形成型精度、結構設計的合理性等方面,而對風機葉片的內部成型質量關注不夠.由于復合材料風機葉片服役環境的苛刻性和長期性,必須保證葉片的內部成型質量,才能確保其在復雜服役環境下發揮出優異的機械性能.在RTM成型復合材料風機葉片工藝過程中,影響葉片內部質量的因素主要有氣泡、貧膠、分層(或裂紋)、干斑、預制體變形等,其中,以氣泡最為常見,大量氣泡的存在使葉片剪切性能和彎曲性能嚴重降低.由于RTM工藝中復合材料風機葉片的制造是一個材料成形成性同時發生的制造過程,因此產品的成型要達到形性協同,內部的質量控制也必須引起足夠重視.針對復合材料風機葉片典型的RTM成型工藝,本文從其工藝原理、工藝影響參數角度出發,分析了影響其質量控制的主要缺陷——氣泡的形成機制.同時,對RTM工藝氣泡缺陷控制的國內外研究現狀進行了綜述.最后,對復合材料風機葉片RTM成型工藝的質量控制研究進行了展望.
樹脂傳遞模塑(RTM)法是目前國外廠商廣泛采用的一種低成本成型方法.其基本原理是:首先在模具型腔中鋪放好按性能和結構要求設計的增強材料預成型體(一般為玻璃纖維、碳纖維或玻纖/碳纖混合),采用注塑設備將專用低粘度樹脂體系注入閉合型腔,由排氣系統保持樹脂流動順暢,從而排出型腔內的全部氣體并使纖維徹底浸潤,由模具的加熱系統使樹脂加熱固化而成型為構件.其工藝流程如圖1所示.

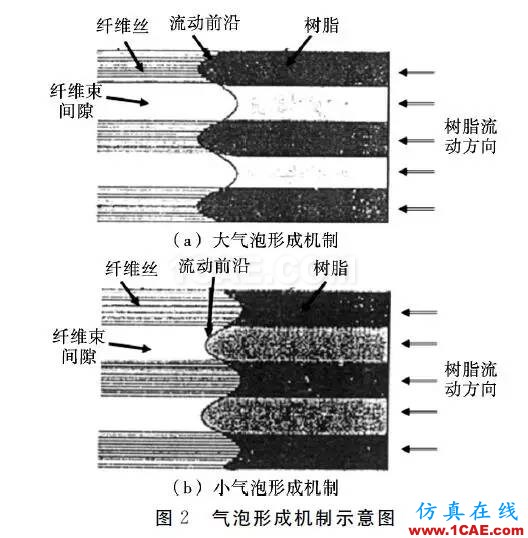
在RTM成型復合材料風機葉片的制造過程中,樹脂在一定充模壓力和溫度的作用下,在纖維增強預成型體內流動,流動的方式主要有以下兩種:(1)樹脂在纖維束的間隙內流動;(2)樹脂在纖維束內部纖維單絲的間隙內流動.纖維束之間的間隙比較大,形成的一般都是比較大的氣泡,而纖維絲之間的間隙要小很多,從而形成的氣泡一般稱為小氣泡或微氣泡.在充模過程中,樹脂的流動主要受兩個驅動力作用:動壓力和毛細作用力.兩種驅動力的作用大小的不一致,使樹脂在纖維束間和纖維絲間的產生流速差異,超前或滯后的樹脂流動最終導致了大、小氣泡缺陷的產生.
材料、模具工裝、葉片結構等外部條件一定情況下,樹脂的充模過程主要受溫度與充模壓力的影響.當溫度一定時,如果充模壓力(即動壓力)較低,當低于纖維絲間的毛細作用力時,毛細作用力對樹脂的流動就會起主導作用,此時纖維束內流動的樹脂會向纖維束之間的間隙流動,而較小的充模壓力使樹脂的流動前沿出現滯后現象,未排出的空氣便會被封裝在樹脂流動前沿和滲流的樹脂中間,形成大氣泡缺陷.當充模壓力一定時,如果溫度較高,樹脂的粘性會隨溫度的升高而變小,其流動性也會得到提升,在動壓力和毛細作用力的共同作用下,纖維絲間的樹脂流速會高于纖維束間的樹脂流速,最終也會導致大氣泡在纖維束間形成.小氣泡缺陷的形成機制跟大氣泡恰恰相反,由動壓力高于毛細作用力導致,小氣泡缺陷主要存在于纖維絲間隙中。大、小氣泡缺陷的具體形成機制示意圖如圖2所示。
在RTM成型復合材料風機葉片的制造過程中,影響葉片內部氣泡缺陷的主要因素包括樹脂的粘度、增強材料結構型式與性能、孔隙率、模具表面質量、模具溫度和注射壓力.針對各影響因素與氣泡缺陷形成或消除的關系研究,國內外學者分別從實驗和理論方面取得了豐富的研究成果.
國內鄧燕平對現有樹脂的流動模型、工藝過程中氣泡的形成和排出機制進行了分析,并對現有模型用于非均相孔隙纖維介質體系的差距進行了研究.馮武以多層格子布為對象通過數值方法模擬了氣泡的形成機理.邵雪明采用有限元控制體積方法,對紡織復合材料預制件多層機織布內樹脂的擴散及氣泡形成過程進行了數值模擬,理論分析和數值模擬的結果基本一致.國外Pamas 針對垂直于纖維束方向的樹脂流動,建立了流動過程中氣泡裹入的一維模型,描述了纖維束間大孔隙中及纖維束內小孔隙中樹脂流動前沿的形態,提出了纖維束結構對氣泡形成的影響.Chen利用等折射率技術,使用增強顯微鏡和高倍照相機,跟蹤樹脂膠液流動前沿,發現了RTM工藝中兩種氣泡形式:纖維束內的圓柱形微氣泡和纖維束間的球形大氣泡,并通過圖像分析技術研究提出了氣泡形成的機理.Kang等對平行和垂直于纖維束的流動進行了理論分析,分別建立了模型來描述和預測氣泡的形成.Patel探索了RTM充模過程中纖維浸潤和氣泡形成問題.他們通過流動可視化實驗研究充模流動中氣泡的形成機理,提出氣泡形成與毛細作用力和液體一纖維一空氣的接觸角有關,并建立的樹脂基體在多孔介質中流動模型以解釋氣泡形成機理.Can等在其纖維束內圓柱形氣泡形成模型中考慮了表面張力的影響,從而使模型更接近實際.
國內馮武以多層方格布為研究對象,在理論分析的基礎上,通過可視化實驗對多層方格布斷面氣泡形成進行了研究.秦偉利用超聲的空化作用使樹脂粘度和表面張力降低,使纖維與樹脂的浸潤性改善,從而控制制件內部氣泡并改善性能.國外Peterson 采用不同直徑且帶有彎路的玻璃管對樹脂流動進行了研究,提出了毛細作用數的概念.Molna 等分別拍攝了高、低流速下樹脂流經單向纖維織物時的顯微照片,結果發現,在流速較低時,纖維絲間流體流動速度比纖維束間的快,這是因為有毛細作用力的影響,而在流速較高時,毛細作用力的影響較小,纖維絲間流體流動速度明顯比纖維束間的慢.Lundstrom 等研究在RTM成型工藝中真空輔助對氣泡形成的影響一真空度對氣泡含量和含有氣泡區域大小的影響,并通過光學顯微方法和圖象分析技術確定氣泡體積含量.Hull描述了FRP中容易形成氣泡的區域以及氣泡的類型,發現纖維束之間和纖維束內形成的氣泡,可能為圓形,或者伸長為平行于纖維束的橢圓形空穴,這些氣泡的大小與纖維束間和纖維束內的孔隙有關.Judd通過研究得出制品中每含有1%的氣泡,復合材料的層間剪切強度就要下降7%,可見氣泡缺陷的存在對復合材料的機械性能極為不利,不僅會降低復合材料制品的彎曲強度、耐久性和抗疲勞性,而且會增加氣候的敏感性和吸濕性以及強度等性能的分散性.
(1)材料體系:開發低粘度、低揮發分、高固化效率的樹脂體系,同時為滿足目前葉片尺寸及強度的要求,采用玻璃纖維與碳纖維混合增強的方法,既可確保葉片在苛刻環境下的服役性能和使用壽命,又能降低制造和維護成本.
(2)模具工裝:優化模具工裝設計,利用仿真軟件(如Mold flow有限元軟件)對充模通道數量、位置以及充模流速等工藝參數進一步優化.同時,針對不同風機葉片結構特點,設計局部熱源補充,確保工裝內部溫度均勻,以利于纖維與樹脂的良好浸潤.
(3)控制工藝:嚴格控制溫度、充模壓力等關鍵工藝因素,在充模的不同時期及時調整工藝參數,確保空氣及揮發分最大限度排出模具型腔.
(4)在線監測:開發全面的在線監測系統,對溫度、壓力、粘度、樹脂固化度等工藝參數進行實時監控,同時建立氣泡缺陷與工藝參數的具體數量關系模型,利用在線監測系統及時調整工藝參數來減小制件孔隙率.
作者:陳蓉1,2;吳安如1,2;孫振起1;董麗君1
1.湖南工程學院機械工程學院
2風電裝備與電能變換協同創新中心
相關標簽搜索:基于RTM工藝成型復合材料風機葉片的質量控制研究進展 機械設計培訓課程 基于數字方式的制造業升級 工業4.0 中國制造2025 CAD CAM自動化智能化機械制造的應用 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓 Abaqus培訓 Autoform培訓 有限元培訓




