
安費諾東亞電子科技(深圳)有限公司Moldflow應用經驗分享
2016-11-30 by:CAE仿真在線 來源:互聯網
一、安費諾東亞電子科技(深圳)有限公司簡介

安費諾成立至今已77年,是第二大連接器制造廠商。1984年,安費諾公司進入中國。安費諾東亞電子科技(深圳)有限公司(以下簡稱安費諾深圳公司)2008年6月3日美國安費諾(Amphenol)公司1932年創立,是馳名中外的連接器制造商,是一家大型的美資企業,主要以設計、制造和銷售電器、電子和光纖連接器等通信設備,以及同軸、扁帶電纜(線)及其它連接系列產品,產品用于手機、電腦、電腦打印機、傳真機、航空、軍事等領域的連接器系列。
二、安費諾深圳公司導入Moldflow背景
國內、國際上連接器市場需求近年來保持了高速增長,新技術、新材料的出現也極大推動了行業應用水平的提高,到目前為止,連接器已發展成為產品種類齊全、品種規格豐富、結構型式多樣、專業方向細分、行業特征明顯、標準體系規范的系列化和專業化的產品。
總體來說,連接器發展趨勢之一就是體積與外形尺寸微小化和片式化,這要求設計者設計出體積小、壁薄的高性能連接器,同時也對連接器代工企業提出了嚴峻的考驗。在日益竟爭激烈的市場環境下,產品價格要求低,產品質量要求高,交期要求快是客戶共同的心聲,而對于我們安費諾來,只能降低生產成
本,提高生產效率,優化設計和生產過程能力,爭取做到“從我做起,一次做對”。為了提高連接器中的塑料產品的質量、縮短產品開發周期、快速高效地占領市場、采用先進的CAE分析技術,在開模之前就可以預測出產品和模具設計中潛在的問題,并及時加以改進確保一次試模就能生產出合格的產品,為此,安費諾東亞公司在2009年導入Autodesk Moldflow 軟件。
三、Moldflow對安費諾深圳公司主要幫助
3.1 優化產品、模具結構、協調模具各工段之間關系
安費諾現在的產品,常會出現困氣、縮痕、起泡、翹曲變形等成型缺陷,有時甚至弄不清缺陷的原因:到底是產品結構問題還是模具設計不合理、加工精度不到位?找不出問題點,導致產品開發周期加長。如果在開模前甚至是產品設計時就用Moldflow進行優化分析,就可以輕松分析潛在的問題,預測成型缺陷,從而有利于及時進行產品和模具優化,有效避免各種后續麻煩。
3.2 有效管控供應商、控制模具質量
安費諾現在的模具外發給供應商來做,由于供應商的技術水平參差不齊,如果安費諾深圳擁有過硬的Moldflow技術,在產品設計前期優化產品壁厚,預測成型風險,分析出合理的進膠位置以及模具排布,將一些關鍵參數自己掌握,進而控制整個產品開發進度,達到節約開發成本,縮短開發周期的目的。
3.3 對連接器產品開發指導
模具經理說:安費諾目前承接的連接器產品一般小而薄,很精密,對尺寸及變形等要求非常高,甚至苛刻 , 變形很多要求控制在0.03-0.08mm范圍內, 因此通過Moldflow 模擬成型條件,提前預防和改善的結果是很有必要的。
運用Moldflow主要優化以下幾個方面:
a、 澆口位置選擇
b、 產品的變形
c、 融接痕的位置
d、薄壁處充填是否充分
e、困氣位置
f、 縮水
四、安費諾深圳公司連接器產品案例分享
案例一、Moldflow幫助優化產品結構,降低變形
案例描述:連接器產品,設計者滿足了功能要求,但沒有意識到結構并不適合開模,經過在產品設計階段就對結構進行檢查、修改、優化、使其具備開模可行性,有效縮短了產品開發周期。
4. 1 產品問題點
塑膠原料:LCP E480i,使用中出現一下問題:
a、成品出貨檢驗(常溫)是合格的,但客戶使用SMT焊接時需250℃高溫;
b、塑膠兩端有翹曲,實際翹曲在0.09-0.12mm左右;
c、裝配時有了解塑膠翹曲,但認為裝配可以通過中間insert-molding 自動校正;
d、已經校正的塑膠SMT時在高溫時應力釋放后重新翹曲,從而使端子翹起造成空焊。
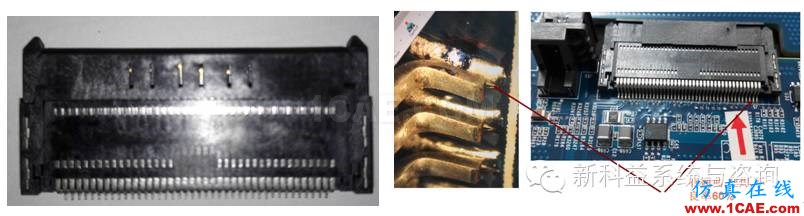
結論:塑膠兩端翹曲必須改善,根據實際焊接情況,翹曲需控制在0.05mm內。
改善措施
a、結構優化 :在不影響使用功能的情況對產品進行不同的結構調整,用Moldflow結果作以對比,尋找最佳方案;
b、進澆優化: 結合結構調整用不同的進澆方式尋找最佳進澆位置。

改善效果對比
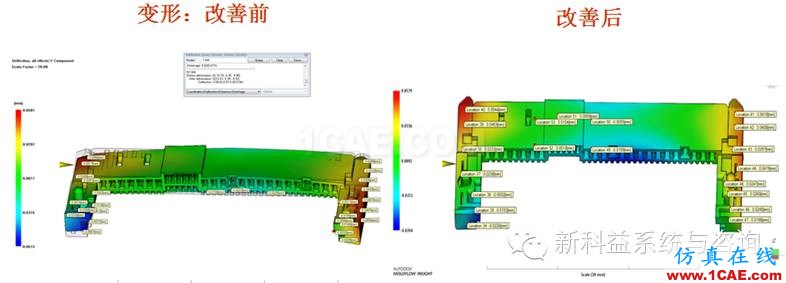
實際改模結果
按照Moldflow分析優化結構調整模具后,試模后測量翹曲情況,變形有較大改善,變形量控制在0.03-0.05mm內,組裝成品給客戶承認沒出現空焊現象,后續一直正常穩定批量生產。
案例二、Moldflow在設計評審中運用
通過Moldflow做DOE分析,模擬不同成型參數、不同進膠方式下的產品變形,找出最佳方案
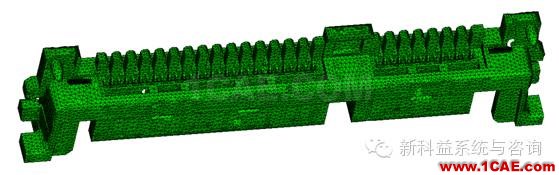
4. 1 產品模型
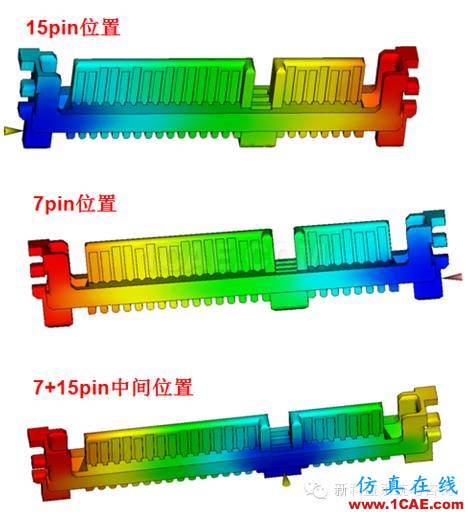
4.2 澆口位置設置:根據產品結構可分析產品澆口最佳位置,有3項選擇:
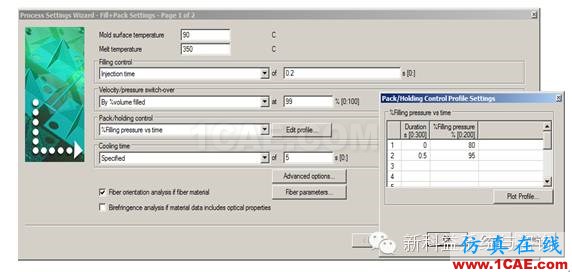
4.3 不同進澆方式,不同成形參數對比(分10組)成型條件
● injection time: 0.20s
● duration time: 0.50s
● %filling pressure: %95
4.4 Moldflow分析結果對比及優化結論
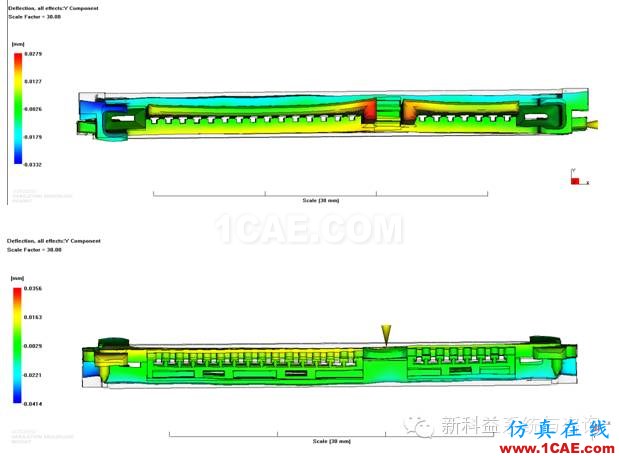
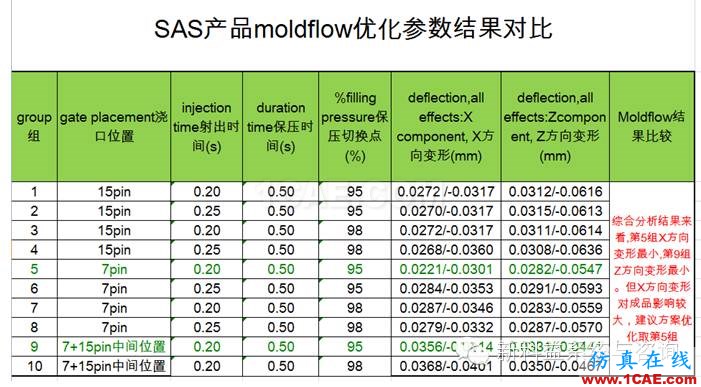
通過不同的排列組合分析對比,找出最佳澆口位置以及最優成型參數,為模具設計提供指導依據。
四、總結
連接器產品雖小但精密,客戶對平面度要求很高,成型時采用高速射出,因此需要在產品開發前期盡早預測出成型可行性,優化產品結構,而不是等到產品設計完畢,或開模之后才發現因為產品結構問題或者開模方案不合理導致產品變形達不到客戶要求,不斷改模設變以致延誤交期。
因此在產品設計階段就運用Moldflow技術,對連接器的開發是非常必要的,安費諾導入Moldflow之后并成功運用,讓軟件發揮了其巨大的經濟效益。
相關標簽搜索:安費諾東亞電子科技(深圳)有限公司Moldflow應用經驗分享 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓 Abaqus培訓 Autoform培訓 有限元培訓 Solidworks培訓 UG模具培訓 PROE培訓 運動仿真




